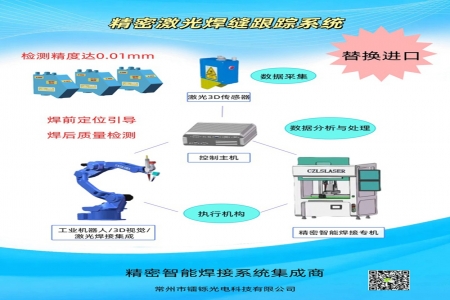
焊縫跟蹤和焊縫尋位是焊接自動(dòng)化中的兩個(gè)關(guān)鍵概念,盡管它們常被混淆,但各自在焊接過(guò)程中扮演不同的角色。以下從多個(gè)維度進(jìn)行詳細(xì)對(duì)比分析:
1. 定義與核心目的
焊縫跟蹤
定義:在焊接過(guò)程中實(shí)時(shí)檢測(cè)焊縫位置,動(dòng)態(tài)調(diào)整焊槍或工具路徑,確保焊接軌跡與實(shí)際焊縫一致。
目的:實(shí)時(shí)糾偏,應(yīng)對(duì)焊接過(guò)程中的動(dòng)態(tài)變化(如熱變形、裝配誤差),保證焊接質(zhì)量。焊縫尋位
定義:在焊接開始前,通過(guò)掃描或探測(cè)確定焊縫的初始位置、形狀及走向,為后續(xù)焊接提供基準(zhǔn)路徑。
目的:解決工件定位誤差或夾具偏差問(wèn)題,確保焊接路徑的初始準(zhǔn)確性。
2. 功能差異
| 維度 | 焊縫跟蹤 | 焊縫尋位 |
|---|---|---|
| 時(shí)間階段 | 焊接過(guò)程中實(shí)時(shí)進(jìn)行 | 焊接開始前的準(zhǔn)備階段 |
| 核心功能 | 動(dòng)態(tài)糾偏,適應(yīng)實(shí)時(shí)變化 | 靜態(tài)定位,建立初始路徑 |
| 應(yīng)對(duì)問(wèn)題 | 熱變形、裝配誤差、動(dòng)態(tài)干擾 | 工件安裝偏差、初始定位不精確 |
| 調(diào)整頻率 | 高頻連續(xù)調(diào)整(如每秒數(shù)十次) | 單次或低頻調(diào)整(焊接前一次性完成) |
3. 技術(shù)手段對(duì)比
傳感器類型
焊縫跟蹤:需高動(dòng)態(tài)響應(yīng)傳感器(如高速激光掃描儀),實(shí)時(shí)反饋數(shù)據(jù)至控制系統(tǒng)。
焊縫尋位:可能采用接觸式焊縫尋位或者是視覺焊縫尋位。
共同點(diǎn):均可能使用激光掃描、視覺系統(tǒng)、電弧傳感或觸覺探頭。
差異點(diǎn):焊縫跟蹤是實(shí)時(shí)的,焊縫尋位是在焊接前。
控制邏輯
跟蹤:閉環(huán)控制系統(tǒng),實(shí)時(shí)反饋+動(dòng)態(tài)調(diào)整。
尋位:開環(huán)或半閉環(huán)系統(tǒng),基于預(yù)掃描數(shù)據(jù)生成固定路徑。
4. 應(yīng)用場(chǎng)景
焊縫跟蹤
長(zhǎng)焊縫、復(fù)雜軌跡(如曲線焊縫)。
工件易受熱變形(如薄板焊接)。
高精度要求的領(lǐng)域(航空航天、核電管道)。
焊縫尋位
工件初始位置不確定(如柔性裝配線)。
批量生產(chǎn)中快速定位不同規(guī)格工件(如汽車零部件焊接)。
需補(bǔ)償夾具誤差的場(chǎng)景。
5. 技術(shù)要求
| 維度 | 焊縫跟蹤 | 焊縫尋位 |
|---|---|---|
| 實(shí)時(shí)性 | 極高(毫秒級(jí)響應(yīng)) | 中等(秒級(jí)完成掃描) |
| 精度 | 較高(亞毫米級(jí)) | 極高(微米級(jí),確保路徑起點(diǎn)準(zhǔn)確) |
| 系統(tǒng)復(fù)雜度 | 復(fù)雜(需動(dòng)態(tài)控制算法) | 相對(duì)簡(jiǎn)單(路徑規(guī)劃為主) |
| 數(shù)據(jù)處理 | 實(shí)時(shí)信號(hào)處理與快速?zèng)Q策 | 離線建模或全局路徑優(yōu)化 |
6. 系統(tǒng)組成差異
動(dòng)態(tài)傳感器(如高速激光掃描頭)。
實(shí)時(shí)控制器(如PLC或嵌入式系統(tǒng))。
執(zhí)行機(jī)構(gòu)(伺服電機(jī)、機(jī)械臂等)。
焊縫尋位系統(tǒng)
高精度掃描設(shè)備(如3D相機(jī)或激光雷達(dá))。
路徑規(guī)劃軟件(生成初始焊接路徑)。
標(biāo)定模塊(補(bǔ)償傳感器與焊槍的位置偏差)。
7. 優(yōu)缺點(diǎn)分析
焊縫跟蹤
優(yōu)點(diǎn):適應(yīng)性強(qiáng),可處理動(dòng)態(tài)干擾,提升良品率。
缺點(diǎn):系統(tǒng)復(fù)雜,成本高,對(duì)算法魯棒性要求高。
焊縫尋位
優(yōu)點(diǎn):簡(jiǎn)化焊接路徑編程,提升初始定位效率。
缺點(diǎn):無(wú)法應(yīng)對(duì)焊接過(guò)程中的突發(fā)偏差,依賴預(yù)掃描精度。
8. 協(xié)同應(yīng)用案例
在實(shí)際自動(dòng)化焊接系統(tǒng)中,二者常結(jié)合使用:
先尋位:掃描確定焊縫初始位置,生成基準(zhǔn)路徑。
后跟蹤:焊接過(guò)程中實(shí)時(shí)監(jiān)測(cè)并調(diào)整路徑,補(bǔ)償熱變形等誤差。
例如,在船舶焊接中,先通過(guò)激光尋位確定鋼板接縫,焊接過(guò)程中通過(guò)電弧跟蹤實(shí)時(shí)糾偏。